

Принципы работы ленточнопильного станка, виды станков. Материалы полотен и их заточка
Самый результативный способ обработки заготовок из металла — это резка металла ленточной пилой. Именно этот способ выделяется значительной продуктивностью, качеством пропила. Весь рабочий труд по распилке происходит на ленточнопильном станке. Важнейшей особенностью этого станка стало присутствие в нем специальной пилы. Режущий инструмент натянут между шкивами и сварен в кольцо с зубьями.
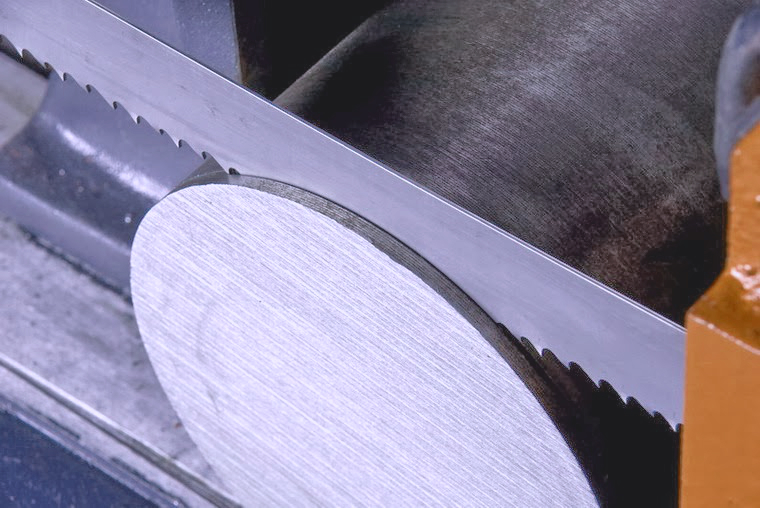
Разберем принцип работы ленточнопильного станка
Между двух маховиков натянута лента, которую крутит устройство агрегата. Вслед за тем, как оператор подключает станок, и пила добивается необходимой частоты вращения, остается всего-навсего загрузить отделочный материал.
Чем тратить время на обычный способ, к которому вы привыкли, более эффективно порезать металл на ленточнопильном станке (дисковой резкой, механической ножовкой, газорезными установками).
Продуктивность ленточнопильных станков намного больше, а затрата рабочего металла – меньше, благодаря маленькой толщине реза. Плодотворность обрабатывания и увеличение крепости полотна пилы покроется, безусловно, высокой стоимостью станка (материал инструмента должен соответствовать размеру и типу рабочей заготовки).
реза. Плодотворность обрабатывания и увеличение крепости полотна пилы покроется, безусловно, высокой стоимостью станка (материал инструмента должен соответствовать размеру и типу рабочей заготовки).
Профиль обрабатываемой заготовки зависит от того, какое расстояние между зубами полотна. И это особенная отличительная черта резки материалов ленточной пилой. При работе станка одновременно должны быть задействованы 3-4 зуба. Если при работе над одной заготовкой нужны ножи разных сечений и диаметров, то в технической документации должно быть указанно, какие ножи и где их надо менять на ленточной пиле.
Вода или особый вязкий раствор — вот и все, что надо для смазывания и охлаждения ленты. Чтоб при резке металла на ленточном станке лента не нагревалась, как раз и используют эту жидкость. Жидкость защищает ленточную пилу от перегрева при распиле металла, а так же смывает металлическую пыль и снижает износ. Использовать эти растворы необязательно, но благодаря им понижается нагрузка на рабочую ленту.
Резка металла ленточной пилой, плюсы:
- Значительная быстрота обработки металлических деталей;
- Увеличенная сглаженность среза;
- Повышенная экономия пропила (ширина — 1,5 мм);
- Угол отделки металла ±60;
- Распил материала любой формы и толщины;
- Аккуратность 0,1-1,5 мм, может быть сбой от вертикали до 0,05 мм;
- Обрабатываются заготовки пакетным способом;
- Нет стружки на станках.
Станки с ленточной пилой делятся на такие типы:
Консольные или маятниковые
Станки с таким устройством производятся с пильной рамой (консолью). Данная пила вертится на шарнире и передвигается в отвесной (вертикальной) плоскости. Консольными приборами режут трубы, сортовой и сплошной прокат. Модификации бывают поворотными и неповоротными (эти пилы режут только под углом 90).
Одностоечные или колонные
На станках с таким устройством работающая часть станка укреплена на особой стойке и двигается по этой стойке сверху вниз. Главные плюсы аппаратов такого типа— вероятность резки работающего материала под углом с самым минимальным числом операций.
Двухстоечные
В этом станке все совсем по-другому. В нем размещаются две колонны по обе стороны от стола. По этим колоннам консоль передвигается вверх и вниз. Пильная рама совмещается со станиной с поддержкой маневренного совмещения, представляющего собой твердый замкнутый контур. Такое устройство обеспечивает увеличенный натиск на рабочий материал, благодаря этому пила не покидает плоскость резания. Так же в работе применяется вертящийся стол для отделки заготовок под углом. Двустоечные ленточнопильные станки сконструированы для увеличения твердость конструкции. Благодаря ей отделывать материал можно почти всякой жесткости.
Портальные
Для таких станков сконструировали закрепленный рабочий стол и движущийся портал. Они приспосабливаются для производства с заготовками больших размеров, которые тяжело обработать (металлических отливок, плит, поковок). В процессе работы портал передвигается по направлению вдоль работающего станка. Такая установка позволяет уменьшить место, на котором стоит станок.
Горизонтальные поворотные или угловые
Эти станки сконструированы для того, чтоб рабочий металл резал под углом собственной оси детали. Главнейшая разница — меняемый по обеим осям угол наклона пильной рамы. Добавочное пространство для маневра дают крутимый стол и губки тисков.
Материалы полотна ленточных пил
Чтобы изготовить ленты, употребляются заготовки разнообразной жесткости, выбор этого материала зависит от направления режущей ленты. Чтобы работать с деревянными заготовками, выбирают легированную сталь (жесткость 45 HRC). Для увеличения крепости металла до 64 HRC или выше, берут стальные ленточные пилы и закаляют током высокого качества. Чтоб заниматься цветным металлом и сталью из углерода, нужны именно такие инструменты. Но в большинстве случаев чтоб разрезать металл, используют пилы с биметаллическим полотном: у этих ленточных пил зубы производятся из специального сплава стали с кобальтом и вольфрамом, а главная доля полотна используется из инструментальной стали. Чтоб увеличить жесткость такого инструмента (65-69 HRC), его обязательно закаляют. Биметаллическими пилами также режут листы из нержавеющих, инструментальных, жаростойких сталей.
Биметаллическое полотно годится не везде, например, с крепкими листами (такими как армированная пластмасса, стекловолокно, графит). Зубы пилы обрабатывают стеллитом — сплавами вольфрама, кобальта, хрома, повышая эффективность и прочность полотна.
Заточка ленточных пил
Если неправильно или плохо заточили пилу — это приводит к скоплению напряжений в зубчиках пилы. Это скопление может стать причиной быстрого износа инструмента, из-за которого обязательно порвется полотно. Визуально видно, что зубы пропилов или режущих деталей становятся шершавыми, значит пора точить. В зависимости от жесткости зубов и выбирают приборы для заточки. В большинстве случаев выбирают электрокорундовые инструменты, эльборовые или алмазные круги. Алмазные круги используются для того, чтоб работать с лентами, а другие круги употребляются для точения зубов биметаллических и других пил, у которых жесткость увеличена.
Фигура круга может быть разной, смотря какие зубы и грани для заточки. Она может быть плоской, профильной (будет совпадать с профилем зубьев), чашечной или тарельчатой. Скорость вокруг круга при работе составляет 20-25 м/ с.
Как заточить ленточные пилы — выделенные способы:
- Полнопрофильная
При этом способе затачивания используется эльборовый круг, он повторяет форму зубов. Этот точильный камень сразу отделывает поверхность с обеих сторон смежных элементов. Подобный способ хорош тем, что он сберегает все габариты и углы излома зубов. Так же такой способ исключает появление у основания зубов угловатостей. Эта деформация приводят к тому, что полотно и режущие элементы быстро снашиваются. Для затачивания деталей таким способом выбирают автоматизированные станки. На этих станках толкатель и заточный круг синхронизируются. Основной минус этого метода — надо приобретать специальный станок.
- Затачивание каждого зуба отдельно друг от друга
На затачивании таким способом уйдет намного больше времени, так как надо обрабатывать зубья с одной и с другой стороны. Положительные стороны: простота и удобство. Таким методом намного выгоднее точить, ведь он не требует специального станка и обработать надо всего один раз.

Технический сервис ленточных пил
Для того чтобы резка металла ленточной пилой была не расточительной, а станок и лента работали долго и качественно, нужно соблюдать следующие рекомендации:
- Зубья на пиле надо затачивать и чистить;
- Зубья на полотне надо разводить;
- Заменять охладительно-смазочные материалы.
Время распила полотна — 1-1,5 часа, потом пусть передохнет, снимет напряжение. Сила натягивания ленты составляет 160-190 кгс/см3.
Подшипники, шкивы, направляющие ролики надо держать в чистоте.
Свежие комментарии